(1)預凍溫度擱板預凍溫度應低于制品共晶點5一10℃,凍結速率快的可取更低一些的預凍溫度。
(2)預凍時間通常凍干機擱板由室溫降到一40℃,約需時間1.5~2.5h,在制品降到了預凍最低溫度后,再在此溫度下保溫1~2h,使制品徹底凍牢,才能轉人升華。
(3)冷阱降溫時間和冷阱溫度一般來說在預凍結束前30~50min冷阱開始降溫,冷阱空載降溫的時間可從凍千機的性能表查得,當冷阱降到一40~-50℃
后,可啟動真空泵抽真空。在凍干箱壓力降到10~20Pa以下時,可打開電加熱器給擱板供熱。
(4)擱板溫度在開始升華時,擱板溫度可迅速上升到超過允許的最高溫度,只要制品凍層溫度不大于其共熔點溫度或崩解溫度,凍干箱壓力不超過允許值即可。因為此時制品仍處于低溫下,在升華干燥后期擱板溫度應有所下降,以保證制品不超過其最高允許溫度。
(5)升華干燥結束時間在預估時可粗略地以平均每小時干燥1mm厚度計,在實際操作時,可根據下述現象來判斷升華干燥結束的時間。
①干層和凍層的交界面到達瓶底并消失。
②制品溫度上升到接近擱板的溫度。
③凍干箱的壓力下降到與冷阱的壓力相接近,且二者之間的壓差維持不變。
④當在多歧管凍干機上干燥時,容器表面上的冰或水珠消失后,其溫度會達到環境溫度。上述現象發生后,至少再延長干燥
0.5~1h,以期徹底消除制品中的殘留冰晶及制品干燥的不均衡性,就可以轉人解吸干燥階段。
解吸干燥階段時,擱板溫度可以大于零度,只要制品不超過其最高允許溫度即可。此時應使干燥箱壓力隨冷阱溫度的下降而下降。冷阱溫度可調時,可將其調節到較低的壓力值。
解吸干燥所需的時間,應根據試驗確定,估算時可按升華時間的35%~50%計算。
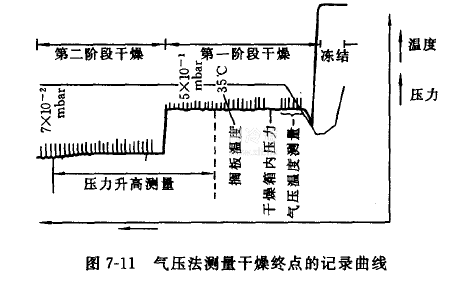
⑤用升壓法確定凍干終點。所謂“升壓法”,是在干燥過程中
關斷箱阱閥,使水蒸氣在箱內集存,箱內壓力上升并記錄上升的最終壓力。此壓力應為冰晶升華面溫度所對應的水蒸氣飽和壓力
(真空系統泄漏量很小,可以忽略)。從這一系列的記錄中可以發現壓力的升高速度逐漸變慢,直到快速上升停止,證明產品中冰晶已全部消失。壓力的緩慢上升是靠解吸產品中的吸附水而來。可以提高制品溫度進人第二階段干燥。
在第二階段干燥期間,關閉箱阱閥時,壓力上升,所需關閉的時間較長。根據壓力上升的最后值,從制品的解吸等溫線上可以找出其近似的含水量。現代凍干機的控制程序均具有此項功能。
用氣壓法測量干燥終點時,干燥箱內壓力隨時間而變化的記錄曲線示意圖如圖7-11所示。