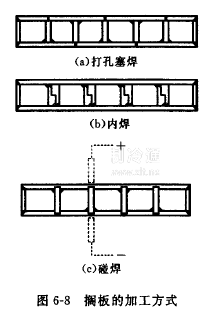
2.制造擱板的制造有三種方法,分別如圖6-8(a)、(b)、(c)所示,圖
(a)為“塞焊”,即將導(dǎo)流隔條相
間地分別焊在下蓋板和上蓋板上,構(gòu)成兩塊形狀相似方向相反的帶導(dǎo)流板的蓋板。將它們對合在一起就形成了導(dǎo)流通道。
在蓋板上與導(dǎo)流隔條相應(yīng)位置每隔一定距離鉆一個孔,用填焊的方法將蓋板與隔條焊接起來。
用這種方式焊接時排渣較困難因而焊接強度較難保證,另外板面上局部加熱,可能造成熱變形,擱板的平直度難以保證。圖
(b)所示的是將每根導(dǎo)流隔條制成兩根相互嵌合的隔條,分別焊
于上、下兩蓋板上,成為兩塊相似的蓋板,將其相對嵌合后,再將周邊焊接在一起即可。由于兩盞板組焊前變形相似而方向相反,組焊后其變形量可以相互抵消一些,因而總的變形較小,且強度好,但工藝較復(fù)雜。圖(c)所示的是將隔條分別焊于兩底板上,制成結(jié)
構(gòu)相近但方向相反的底板,將其相對壓合在一起,用大電流電阻焊焊合起來,此種結(jié)構(gòu),板面總的變形也較小,自動化程度較高,是一種較為先進的加工方法,但是因在熔點處板面有熔化,冷卻后擱板表面略有凹坑,增加了表面平整的加工量。此外,由于熔點處除承受內(nèi)壓力外還需承受變形力,加之熔點處承力面較小,因此要有足夠大的熔點。