1.連桿小頭的修復(fù)
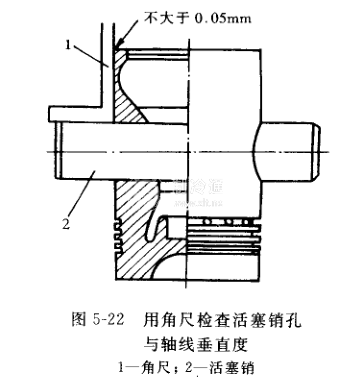
連桿小頭襯套由磷青銅制成,要注意油槽是否暢通,銅套拉毛時(shí)最好換新。裝入新套后,要用相應(yīng)直徑的絞刀絞一下,以保證銅套和活塞銷(xiāo)的正常間隙(一般為0.05mm),紋孔通常用手工進(jìn)行,小型襯套可夾持在虎鉗上,雙手握住絞刀。邊轉(zhuǎn)動(dòng)邊推進(jìn);大型襯套可用特制絞刀或在機(jī)床上進(jìn)行。為了保證銷(xiāo)孔兩端的同心度,最好選用有導(dǎo)桿的或刀刃較長(zhǎng)的絞刀。調(diào)整絞刀時(shí),要考慮到絞后孔的尺寸會(huì)略大于絞刀尺寸(通常為0. 02-0. 03mm左右)。為了保證與活塞銷(xiāo)有良好的配合,絞孔時(shí)要用內(nèi)徑千分尺檢查,或用活塞銷(xiāo)試配,如果能用一手之力輕輕拍入銷(xiāo)孔并能轉(zhuǎn)動(dòng),說(shuō)明配合良好,并用角尺檢查活塞銷(xiāo)孔中心線與軸線的垂直度,見(jiàn)圖5-22。
如果沒(méi)有絞刀,可在襯套內(nèi)孔涂油后,用木錘輕輕把活塞銷(xiāo)打入,然后再打出。這樣套內(nèi)便有碰痕,用刮刀刮修碰痕,直至活塞銷(xiāo)全部進(jìn)入銅套并能轉(zhuǎn)動(dòng)為止。活塞銷(xiāo)和小頭襯套最好同時(shí)更換,因?yàn)橐话愣际腔钊N(xiāo)先磨損。
2.連桿大頭
如連桿大頭軸承座孔的分界面損傷之后可以用研磨法磨平或者用砂紙打光。分界面經(jīng)修整之后.表面不得偏斜,相互保持平行,接觸面不應(yīng)少于總面積的70%,否則引起連桿與下軸承傾斜摩擦或?qū)е逻B桿螺釘松動(dòng),產(chǎn)生嚴(yán)重事故。分界面的偏斜程度可用高度游標(biāo)卡尺所測(cè)出的弧頂高尺寸之差確定,其值不應(yīng)大于0. 05mm。分界而經(jīng)修整后,軸承孔必然引起幾何形狀的改變,通常采用在軸承分界面之間附加適當(dāng)厚度的墊層,以恢復(fù)大頭軸承孔的正確形狀,為了保證質(zhì)量。若墊層寬度超過(guò)0. 3mm時(shí),則應(yīng)把孔加工到標(biāo)準(zhǔn)尺寸,同時(shí)可采用在孔內(nèi)堆焊后再杖削或設(shè)法在襯瓦背面加鍍層來(lái)恢復(fù)配合,但絕對(duì)不能采取加活動(dòng)墊片的方法。
若分界面良好,但大頭軸承的內(nèi)表面有部分的損傷時(shí),也可以把分界面預(yù)先銼去0. 3mm厚度以內(nèi)的金屬,然后把內(nèi)表面再鍵削到標(biāo)準(zhǔn)尺寸,鋒削后的軸承孔應(yīng)為:
①錐度和橢圓度不能大于0. 02mm。
②若連桿長(zhǎng)度(即大小頭座孔中心線之間的距離)減少的量超過(guò)了許可范圍,就應(yīng)在加工小端銅套時(shí)設(shè)法予以補(bǔ)救。
連桿螺栓支承面損傷之后,可用堆焊修復(fù),堆焊時(shí)注意不要燒壞螺紋,焊面應(yīng)銼平整。
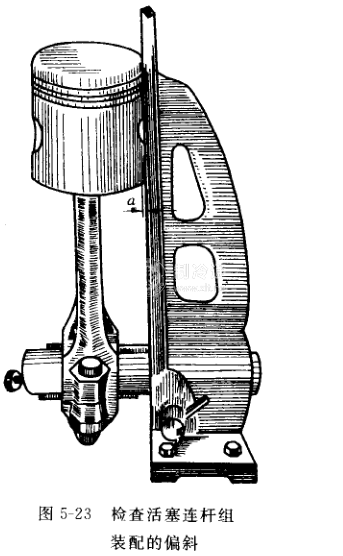
活塞連桿組裝后,應(yīng)按圖5-23方法測(cè)清其垂直性能,所測(cè)得的a值在100mm內(nèi)不得大于0.05mm。