機體的修理
1.螺紋的修理。機體上的螺紋有毛刺或螺栓旋入孔內(nèi)有松動情況,必須進行修理。后者修理時可用大鉆頭將原來的螺紋孔直徑擴大(或根據(jù)具體情況不擴大),再用比原螺孔大一號的絲錐進行重新攻螺紋,同時另制階梯形螺栓與之相配。螺栓一端直徑與擴孔后螺紋的直徑相符,另一端直徑與原來的螺紋相等。大頭端擰入新螺孔內(nèi),不能高出機體平面,否則蓋后擰緊螺母漏氣。
壓縮機機體上的螺紋倒牙,高出平面,可將高出飛邊用銼修平。螺紋可用小三角銼或原尺寸絲錐進行修理。螺拴倒牙必須更換新的。
機體上的螺栓折斷后的修理,一般可以用鉆孔方法,用絲錐將斷螺栓取出。如取不出時,可用上述方法,將原來螺孔的直徑擴大和重配用階梯形螺栓。
2.機體裂紋和滲漏的修理。修理方法有補焊法、化學(xué)填補法和貼板法三種。
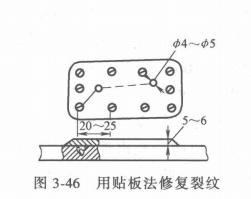
貼板法。將裂紋兩端鉆4 ~ 5mm的孔,防止裂紋伸長。配制超過裂紋邊緣15~25mm的鋼板,并將鋼板與裂紋處加工貼合緊密。在鋼板和機體上每隔20 ~25mm處鉆孔,用絲錐攻螺紋,墊上耐油石棉橡膠板,紙板涂上鉛油,用螺釘擰緊在機體上,如圖3-46所示。
3.砂眼的修理。機體上如有砂眼,修理方法與裂紋的修理方法相同。
油冷卻器的修理
若冷卻水管凍裂,可清除油污,用氣焊補焊。如不能焊接,可將裂紋部分截去,換上同規(guī)格的管子進行焊接,補焊后經(jīng)5. 88x 105Pa(表壓)氣壓試漏,合格后即可使用。如果油冷卻器的管子裂紋比較嚴(yán)重,應(yīng)更換新的。